
DIE ACS-TECHNOLOGIE – EINEN SCHRITT WEITER
Unter Einsatz von uns entwickelter innovativer Materialien für die Kernkästen nutzen wir die elektrische Leitfähigkeit anorganischer Binder für die konduktive und somit geometrieunabhängige homogene Erwärmung im Kernkasten. Die Kerne härten von Innen heraus, ohne Schalenbildung aus. Die Aufzeichnung der elektrischen Kenndaten in Echtzeit ermöglicht erstmals ein tatsächliches Monitoring des Aushärteprozesses und erfüllt somit die Voraussetzungen für eine Digitalisierung des Prozesses.
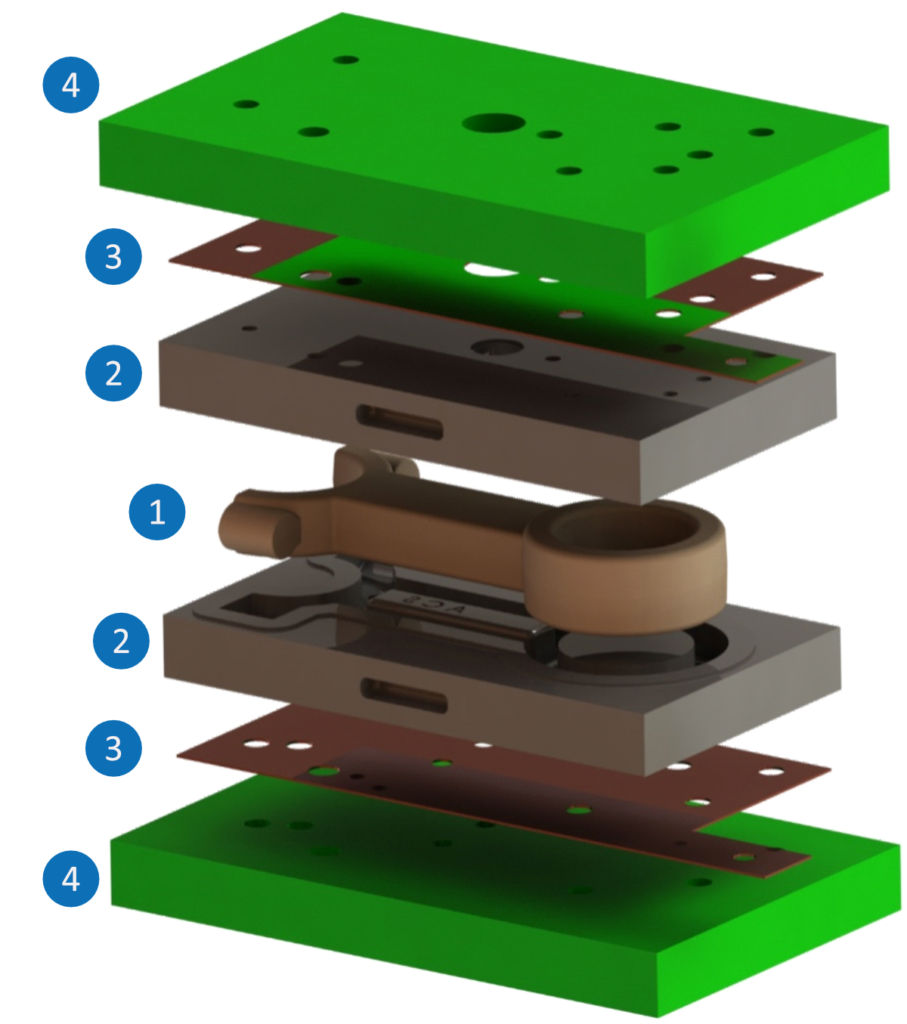
Aufbau des ACS-Moduls
Unsere Entwicklung kann auf allen bestehenden Kernschießanlagen installiert werden. Dabei findet im Wesentlichen ein Austausch des Kernkasten-Moduls statt.
Im Zentrum steht nach wie vor höchste Qualität der zu fertigenden Kerne (1). Damit das möglich wird, setzen wir spezielle Werkstoffe für die Kernkästen (2) ein, deren elektrische Leitfähigkeit wir an die Leitfähigkeit Ihres anorganischen Binders anpassen. Wird nun in Form von Elektroden (3) eine Spannung an das System angelegt, resultiert eine homogener Stromfluss durch den Kernkasten und das geschossene Sand-Binder-Gemisch, in dessen Folge der Kern konduktiv erwärmt wird und die Aushärtung beginnt. Höchste Sicherheitsstandards isolieren das Modul vom Rest der Anlage (4) und gewährleisten einen sicheren Prozessverlauf.
Upgrade vorhandener Anlagentechnik
Unsere Technologie lässt sich auf allen bestehenden Anlagen einsetzen. Dabei ersetzen wir die vorhandene Kernkasten-Technik durch unsere Kernkasten-Module, die aus den von uns entwickelten Materialen gefertigt werden. In Abhängigkeit der zu fertigenden Stückzahlen verfügen wir über verschiedene Materialien, aus denen wir in Abstimmung mit Ihnen für Sie das Richtige auswählen. Gemeinsam mit der erforderlichen Steuerungstechnik erhalten Sie eine Gesamtlösung, die Ihre Effizienz erhöht und dabei gleichzeitig Ihre Kosten und Ihren Energieverbrauch reduziert.
SICHERHEIT STEHT FÜR UNS AN ERSTER STELLE

KONSTRUKTIV
- Zugangskontrolle zum Arbeitsbereich der Kernschießanlage
- Konstruktion von Werkzeug/Anlage nach Normen für Kriech-/Luftstrecken
- Konstruktion von Werkzeug/Anlage nach Isolationsvorschriften
- Beachtung der Maschinenrichtlinien

ELEKTRISCH
- Verwendung von Lichtschranken/Not-Halt-Einrichtungen nach Kategorie 4 IEC/EN
- Absicherung aller Stromkreise
- Erdung der Anlage/Werkzeug nach DIN/VDE
- Sicherheitssensoren zur Bestimmung der Werkzeugposition und Freigabe Stromzufuhr
- Fehlerstromüberwachung ≥ 30mA

ORGANISATORISCH
- Externe Sicherheitsprüfung durch Fachfirma vor Inbetriebnahme
- Schulung sämtlicher Mitarbeiter
- Verwendung von Warnhinweisen an der Kernschießanlage
- Regelmäßige Wartung und Schutzprüfung der Werkzeuge und Anlage
- CE-Zertifizierung
ALTERNATIVE TECHNOLOGIEN UND VERFAHREN
Organische Bindersysteme
Weiterführende Informationen: Link
Anorganische Bindersysteme
Üblicherweise auf Wasserglas-Verbindungen basierende Bindemittel für Gießerei-Formstoffe.
Weiterführende Informationen: Link
Cold-Box-Verfahren (Organik)
Verfahren zur Kernherstellung, bei dem die Aushärtung der Kerne über eine chemische Reaktion mit Amingas hervorgerufen wird.
Weiterführende Informationen: Link
Kaltharzverfahren (Organik)
Bei Raumtemperatur durch Polymerisation oder Polyaddition selbstständig aushärtende organische Bindersysteme.
Weiterführende Informationen: Link
Hot-Box-Verfahren (Anorganik)
Verfahren, bei dem die Kerne durch Wärme aushärten, die von beheizten Kernkästen auf den Kern übertragen wird.
Weiterführende Informationen: Link
Patentansprüche
1. Verfahren zur Herstellung von Formen (
- in ein elektrisch nicht leitendes Gehäuse (
3 ) mindestens ein Werkzeugeinsatz aus einem elektrisch leitfähigen Material (7 ) zur Aufnahme der Mischung (9 ) eingebracht wird, wobei die elektrische Leitfähigkeit des Materials (7 ) bei Betriebstemperatur zwischen 150 und 180°C zumindest näherungsweise der spezifischen elektrischen Leitfähigkeit der Mischung (9 ) bei einer Temperatur zwischen ca. 100°C und 130°C entspricht, - dem Werkzeugeinsatz (
7 ) über in/an dem Gehäuse (3 ) parallel angeordnete und bei Bedarf vollflächige Elektroden (10 ) elektrische Energie und darüber Wärme zugeführt wird, die zum Aushärten der Mischung (9 ) führt, - wobei das Gehäuse (
3 ) aus mindestens zwei Gehäuseteilen (4 ,5 ) besteht, welche zum Beginn und Abschluss des Taktvorgangs der Form- oder Kernherstellung zusammen- bzw. auseinandergefahren werden und zusammengefahren eine direkte Kontaktfläche ohne isolierende Zwischenschicht bilden, - wobei benötigte Bohrungen (
16′ ) für Ausstoßbolzen (16 ) im Werkzeug, mindestens einer Elektrode (10 ) sowie mindestens eines Teiles (4 ,5 ) des Gehäuses (3 ) zur Entnahme der Sandkerne vorhanden sind, - wobei zum Entweichen von Wasserdampf oder Gasen sowohl das Werkzeug als auch die Elektroden sowie mindestens ein Teil des Gehäuses (
4 ,5 ) porös ausgeführt und/oder Entlüftungsschlitze (17 ) vorhanden sind und - wobei der oder die Formen oder Kerne (
2 ,2′ ) nach dem Aushärten der Mischung (9 ) und dem Auseinanderfahren der Gehäuseteile (4 ,5 ) mittels Ausstoßbolzen (16 ) aus dem Werkzeug gedrückt und entnommen werden.
